LINE FOR ASSEMBLING PRESSURE SWITCH
Technical Sheet
Sector
Home appliances
Product
Pressure Switches
Components per model
Sizes
Layout
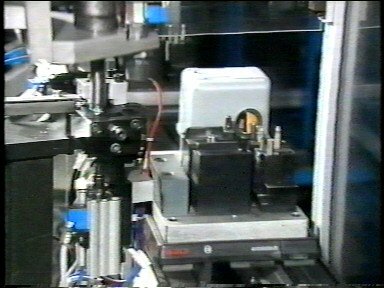
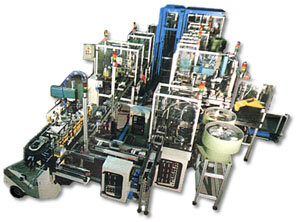
Initial 16 meter line with four stations for pre-assembly linked to the main line complete with 26 off automatic assembly stations, 2 manual stations, and 2 automatic stations for differential setting of pressure cut in/out settings, 1 packing station and a line for the repair of rejects.
Main operations
On the first line the following operations are performed. Loading of base, loading of connectors, feed and fixing of two screws, transfer to the main line. On the main line there are only two operators. One mounts a lever mechanism, whilst the other is dedicated to repairing switches deemed faulty. All other tasks are performed in automatic, and these include loading of two shafts, orbital riveting of shafts, applying grease to the lever mechanism, shear cut and loading of the rubber diaphragm, loading of flange plate, feeding and fixing of six screws, turn workpiece upside down, load washer, load two springs, load two washers, load two nuts, setting the switch for differential pressures ( 2-3-6-10 bar), marking, loading instruction label, loading of cover-plate , welding of cover-plate, loading of cover, fixing of cover with retaining nut, unloading of cardboard box, loading finished switch into box and then stack off 25 switches simultaneously. Each automatic station has an inbuilt control feature to check that the operation was performed correctly, with fault monitoring, so to be able to select between activating or by-passing the stations that follow. Prior to the differential pressure setting adjustment, all switches which recorded a fault during assembly, are diverted onto a parallel line, upon which the second operator performs the required repair, guided by the fault readout display regarding each individual switch. The assembly line is monitored by a master controller which collects data and provides statistics on the performance achieved.
Photo Gallery