LIGNE MONTAGE PRESSOSTAT
Fiche technique
Secteur
Appareils Ménagers
Produit
Pressostat
Composants par modèle
Dimensions
Layout
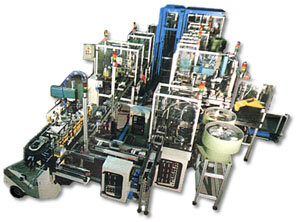
Ligne (16 m) semi-automatique con 4 stations, interface avec ligne à quadrilatère accompagnée de 26 stations automatiques, 2 postes manuels pour le montage, 2 stations automatiques pour l’étalonnage à pressions différentielles et 1 station automatique pour l’emballage, 1 trait linéaire parallèle pour la récupération des rebuts.
Opérations principales
Dans la première ligne, les opérations suivantes sont effectuées : chargement de la base, chargement des connecteurs, alimentation et fixation des deux vis, transfert à la ligne principale. Sur la ligne principale, il n’y a que deux opérateurs. L’un monte un mécanisme avec levier, l’autre se consacre à la réparation des pressostats écartés. Toutes les autres activités sont effectuées automatiquement, dont notamment le chargement des deux arbres, le rivetage des arbres, en appliquant le mécanisme avec levier, le rivetage orbital des arbres, en appliquant de la graisse sur le mécanisme avec levier, la coupe de précision et le chargement de la membrane en caoutchouc, le chargement de plaque de fixation, l’alimentation et la fixation des six vis, le basculement de la pièce, le chargement de la rondelle, de deux ressorts de chargement, le chargement de deux rondelles, le chargement de deux écrous, en réglant le pressostat pour des pressions différentielles (2-3-6-10 bar), le marquage, le chargement de l’étiquette avec des instructions, le chargement de la plaque de couvercle, le soudage de la plaque de couvercle, le chargement du couvercle, la fixation du couvercle avec écrou de fixation, le déchargement de la boîte en carton, le chargement de la pièce finie dans la boîte, puis l’empilage de 25 pressostats simultanément. Chaque station automatique a une fonction de commande intégrée pour vérifier que l’opération a bien réussi, avec une surveillance des défauts, pour différencier entre l’activation ou la dérivation des postes qui suivent. Avant le réglage de la pression différentielle, tous les pressostats ayant enregistré une erreur lors de l’assemblage sont déviés sur une ligne parallèle, sur laquelle le deuxième opérateur effectue la réparation nécessaire, guidée par affichage pour la lecture de la cause de rebut de chaque interrupteur. La ligne d’assemblage est surveillée par un contrôleur maître qui recueille les données et fournit des statistiques sur les performances atteintes.
Galerie de photos