INSTALACJA DO MONTAŻU I PRZETESTOWAĆ PEDAŁÓW

Karta techniczna
Sektor
Motoryzacja
Produkt
Pedałów do pojazdów użytkowych
Komponenty na model
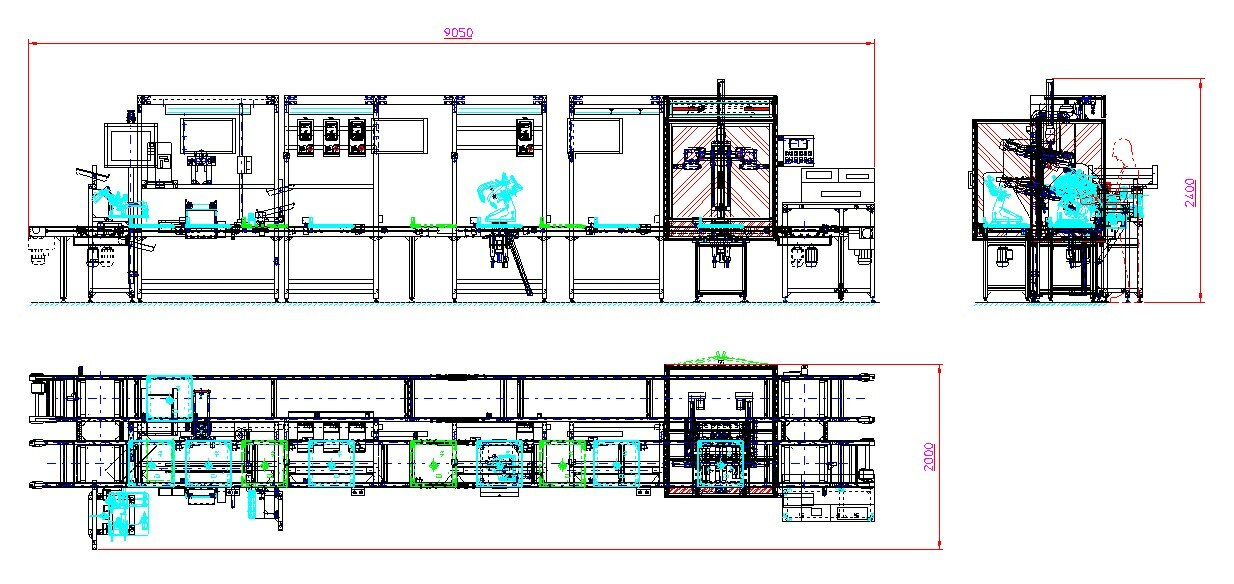
Wymiary
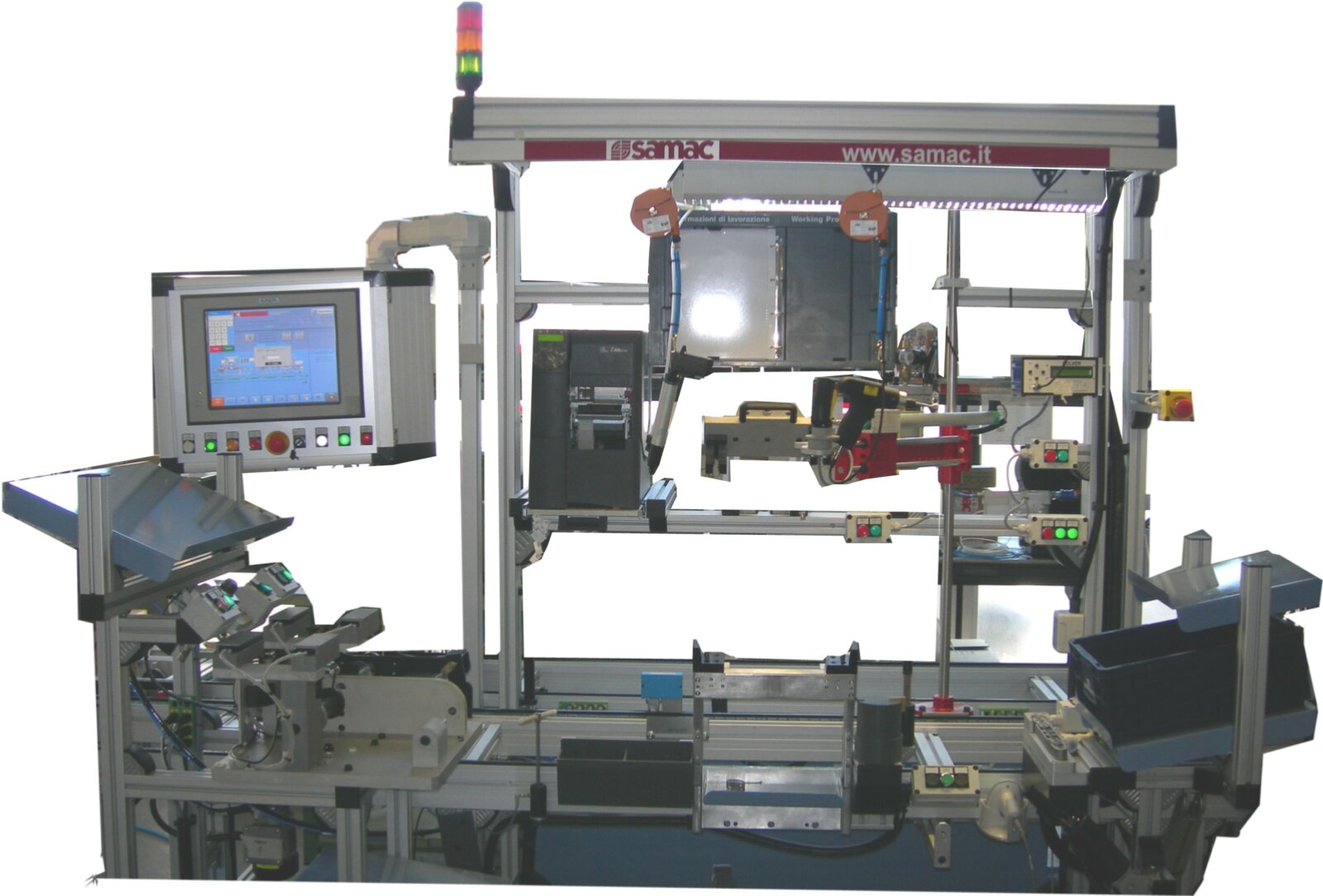
Layout
Linia zapewnia obsługę paletową i jest podzielona na pięć stacji. Ponieważ kompletny zespół pedałów waży około 14 kg, wykonano palety do przemieszczania, na których przy pierwszej operacji umieszczany jest korpus urządzenia, przemieszczany następnie na wszystkich etapach przy użyciu mechanicznego łańcucha.
Główne operacje
Każda stacja, na której występuje zagrożenie dla bezpieczeństwa, wyposażona jest w automatyczne kontrole mające na celu sprawdzenie, czy operacja przebiega w prawidłowy sposób. Wiąże się to z tym, że czasami w przeszłości pomijano operacje i tylko dzięki umiejętnościom operatora można było wówczas wykryć ewentualną usterkę.
Na nowej linii to PLC sterują systemem i sprawdzają, czy wszystkie operacje odbywają się prawidłowo, a jeżeli wystąpi
nieprawidłowość, uniemożliwiają przejście do następnego etapu. Wyrób jest więc zablokowany, dopóki każdy etap nie zostanie prawidłowo wykonany.
Pierwsza stacja
Podczas pierwszej operacji używany jest korpus w postaci aluminiowego odlewu po obróbce w obrabiarce. Jest to element dostawy uzupełniany następnie innymi elementami, również wchodzącymi w zakres dostawy i sprawdzonymi pod kątem ich prawidłowości.
Na przykład, każdy pedał jest sprawdzany pojedynczo, ponieważ Knorr Bremse ma 14 typów różnych pedałów i mimo, że różnią się one między sobą kilkoma milimetrami, zamontowanie niewłaściwego pedału zrodzi problemy.
Z tego powodu używa się niewidocznej wiązki laserowej, która sprawdza każdy pedał z osobna w każdym cyklu w celu stwierdzenia, czy dany pedał jest właściwy. Jeżeli kontrola ta nie zostanie wykonana, operator nie może przejść do następnej operacji.
Na pierwszej stacji w sumie odbywa się 9 operacji. Ostatnia kontrola dotyczy sprawdzenie, czy odstęp między pedałami jest prawidłowy, ponieważ wykazano, że nawet w przypadku użycia prawidłowych pedałów istnieje ryzyko ich niewłaściwego zamontowania.
Druga stacja
W tym momencie montowane są elementy wyprodukowane wewnętrznie, czyli cylinder główny, który będzie faktycznie
współpracować ze sprzęgłem pojazdu, oraz zawór hamulcowy, czyli napęd pedałowy pojazdu.
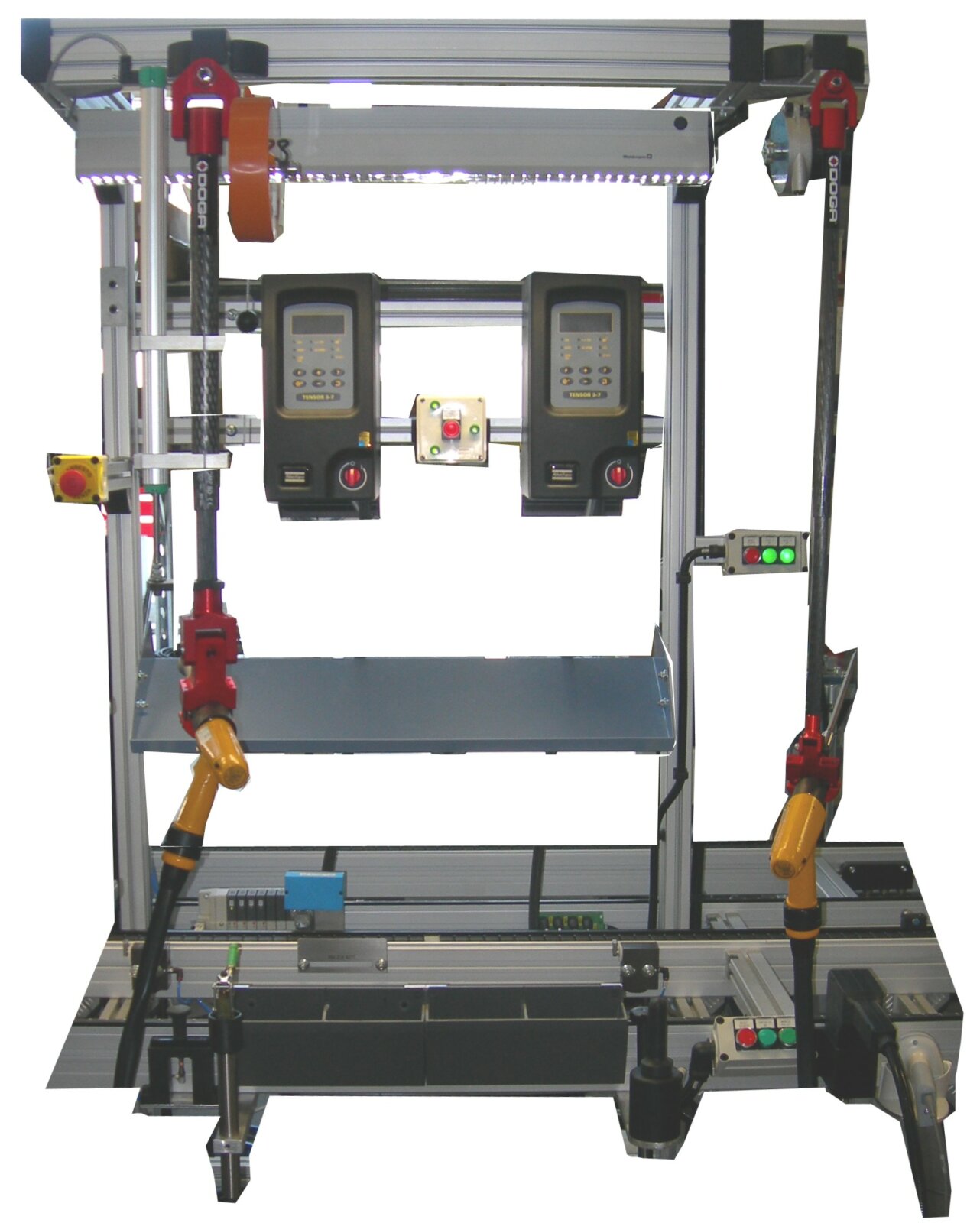
Na tej stacji odbywają się przede wszystkim operacje dokręcania z użyciem elektrycznych wkrętarek z kontrolą momentu dokręcania, kąta dokręcania i sekwencji.
Trzecia stacja
Na tym etapie montowany jest, tylko dla niektórych wersji, specjalny przycisk czyli napęd pedałowy występujący tylko w niektórych wersjach zespołu pedałów.
Cała linia jest przygotowana do zapisywania wszystkich śrub użytych w trakcie operacji i przypisanych do określonego numeru fabrycznego zespołu pedałów oraz do wszystkich danych na temat momentu i kąta dokręcenia. W ten sposób możemy określić, w jakim dniu i roku został wyprodukowany dany zespół pedałów.
Czwarta stacja
Przeznaczona jest na operacje kalibracji. Ponieważ poszczególne zespoły pedałów nie są dokładnie identyczne ze względu na różne tolerancje i komponenty, są poddawane ręcznej regulacji przy użyciu skalibrowanych uginaczy i kolejno dokręcane przy użyciu kluczy dynamometrycznych.
Piąta stacja
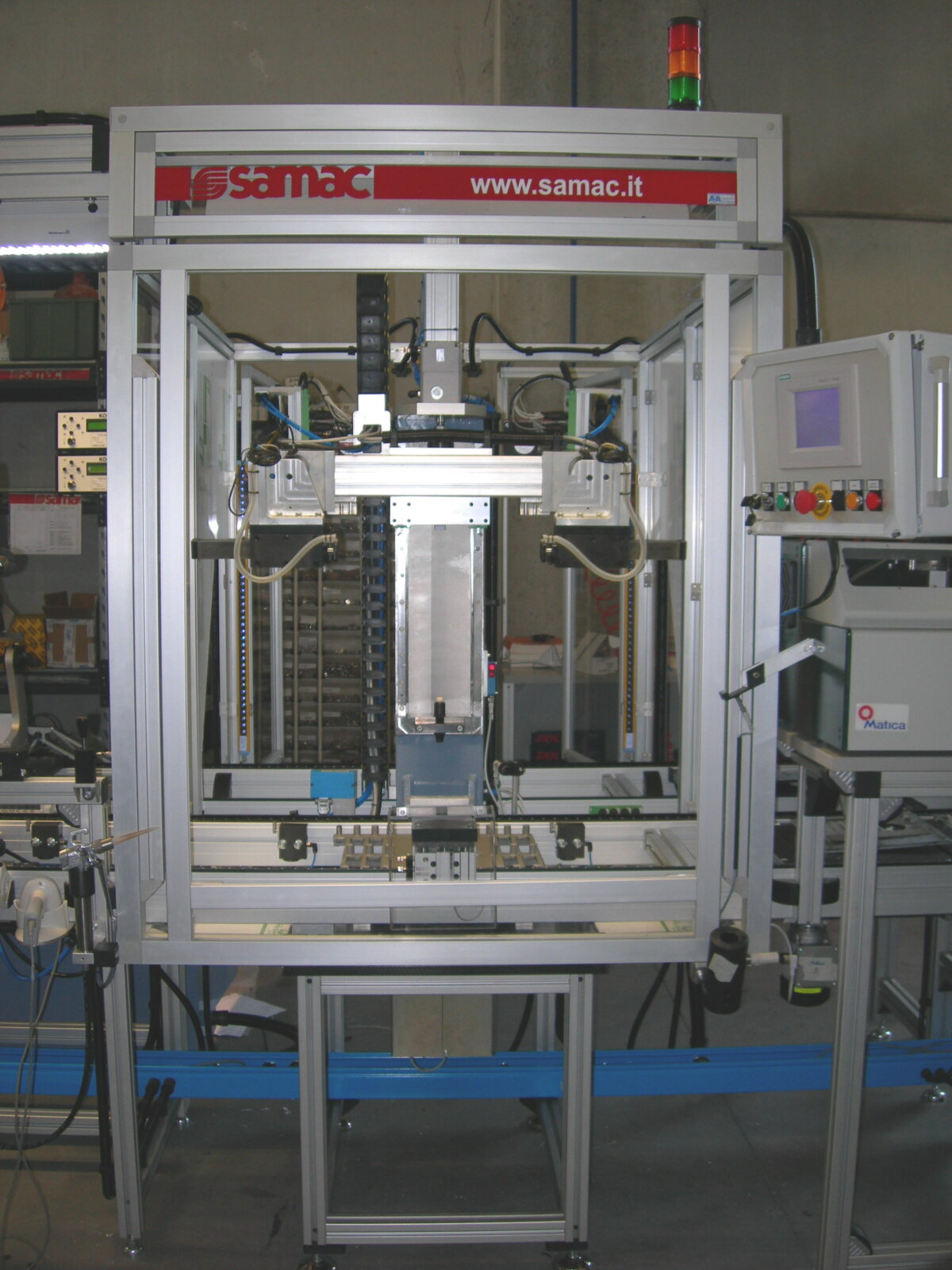
Obejmuje kontrolę skoku dwóch pedałów i potwierdza, że kalibracja i montaż spełniają dokładnie oczekiwania klienta. Każdy model zespołu pedałów ma trochę inny skok. Wszystkie dane znajdują się w pamięci PLC sterującego linią. Gdy zespół pedałów określony został jako prawidłowy, drukowana jest przywieszka, która zostanie następnie przymocowana do zespołu pedałów i która podaje model, kod klienta oraz datę produkcji. Jest ona niezbędna, ponieważ dopiero umieszczenie przywieszki poświadcza, że urządzenie zostało zmontowane, poddane próbie odbiorczej i w 100% sprawdzone. W tym momencie produkt jest zwalniany z linii, a po dotarciu do zakładu Iveco jest po prostu montowany i nie wymaga już żadnych innych kontroli.
Galeria zdjęć